
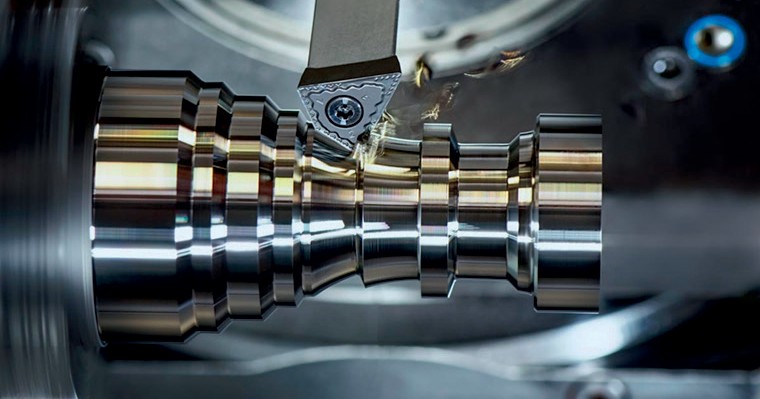
В современной металлообрабатывающей промышленности используется широкая гамма режущих инструментов самых разнообразных конструкций. К ним относятся режущие инструменты для станочного оборудования токарно-расточной, фрезерносверлильной, зубообрабатывающей групп, а также некоторых более узкоспециализированных станков, например, протяжных или строгальных. У каждого типа инструментов имеются свои особенности, которые определяются условиями формообразования детали и должны быть учтены на стадии проектирования инструмента.
Среди основных направлений развития режущего инструмента можно выделить следующие. Во-первых, разработка новых и совершенствование существующих инструментальных материалов, износостойких покрытий и методов их производства – например, изготовление монолитного инструмента методом вышлифовки, применение аддитивных технологий и т. д. Во-вторых, создание новых конструктивных решений, относящихся как к самому режущему инструменту, так и к инструментальной системе в целом. В частности, можно упомянуть применение конструктивных элементов для подвода смазочно-охлаждающей жидкости непосредственно в зону резания – например, через внутренние каналы, выполненные в корпусе инструмента. Для современной высокоскоростной и высокопроизводительной обработки тоже применяются особые конструкции инструментов.

Одной из глобальных тенденций инструментальной отрасли является активное внедрение информационных и коммуникационных технологий непосредственно в конструкции режущих инструментов с целью осуществления эффективного мониторинга, управления процессом обработки изделий и повышения автономности производственных процессов. Необходимые данные передаются на рабочие компьютеры, а также на смартфоны или иные мобильные устройства сотрудников. Кроме того, все более строгие требования к экологичности производств отражаются и на всех этапах разработки, изготовления и эксплуатации режущих инструментов.
При этом, критически важной проблемой, особенно актуальной в российских условиях, является уровень компетенций кадров, занятых как в инструментальной отрасли, так и в металлообрабатывающей промышленности в целом.
Основные задачи инструментальной отрасли – повышение экономичности, производительности и качества обработки изделий, в том числе выполненных из труднообрабатываемых материалов, таких как коррозионно-стойкие и жаростойкие высоколегированные стали, жаропрочные и титановые сплавы, высокопрочные и закаленные стали, неметаллические материалы – например, стекло и керамика, а также композиционные материалы. Такие материалы применяются в самых разных отраслях – от авиакосмической до медицинской. Проблема повышения стойкости режущего инструмента при обработке подобных материалов является крайне важной и актуальной в настоящее время. Поэтому возрастают требования к точности, качеству и механическим свойствам режущих инструментов.
Как уже было сказано, в последнее время все более актуальными становятся вопросы интеграции инструментальных систем в систему автоматизированного управления предприятием (в частности, в рамках концепции Интернета вещей), а также повышения экологичности производства на всех его этапах.
Применительно к производству режущих инструментов, представляют интерес специализированные CAM-системы, которыми оснащаются шлифовально-заточные центры с ЧПУ, предназначенные для изготовления и переточки широкой номенклатуры инструментов, преимущественно концевого типа, а также для обработки режущих пластин из инструментальных материалов. В отличие от более массовых CAM-систем, ориентированных на наиболее распространенные виды формообразующей обработки (токарная, фрезерная, электроэрозионная), современные CAM-системы для инструментального производства поставляются вместе со станком соответствующей модели и предназначены на использование исключительно с ним.
Для таких «инструментальных» CAM-систем практически не существует бесплатных учебных или shareware версий, что создает определенные трудности в процессе обучения операторов оборудования, а также студентов и аспирантов, проходящие практическую часть специализированных курсов.
С другой стороны, подобное программное обеспечение обладает весьма мощными функциональными возможностями, достаточными для производства инструмента самых сложных конфигураций – от специальных концевых фрез до зуборезных инструментов и инструментов, оснащенных элементами из сверхтвердых материалов. CAM-системы имеют возможность полной графической эмуляции процесса изготовления инструмента, а также обеспечивают регулярное обновление программного обеспечения через Интернет.
ПРИМЕРЫ НАИБОЛЕЕ ЯРКИХ ТЕХНИЧЕСКИХ РАЗРАБОТОК В ИНСТРУМЕНТАЛЬНОЙ ОТРАСЛИ
Наша статья подготовлена по итогам проведенного опроса среди экспертов и производителей в отрасли производства металлорежущего инструмента, с использованием материалов немецких коллег из журнала Produktion.de в котором представлены новейшие разработки металлорежущего инструмента, повлиявшие на дальнейшее развитие отрасли и производственного процесса в целом.
Обращаем ваше внимание на то, что нашей целью было представить тенденцию развития отрасли и самые яркие разработки ее участников.
С помощью инструментов High Dynamic Turning и FreeTurn от Ceratizit можно выполнять все внешние операции токарной обработки одним инструментом. Вместо того, чтобы использовать фиксированный угол на заготовке, фрезерный шпиндель будет использоваться для создания динамического угла на заготовке (High Dynamic Turning).
Система FreeTurn состоит из держателя инструмента, тонкого хвостовика и многолезвийной неперетачиваемой пластины, режущие кромки которой обладают различными свойствами – возможны даже различные покрытия и режущие материалы.
 ФРЕЗЫ JC 898 И JC 899 ДЛЯ ОБРАБОТКИ КОМПОЗИТОВ, ТОКАРНЫЕ СПЛАВЫ DURATOMIC ® ДЛЯ ОБРАБОТКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ TM1501, TM2501 ИTM3501, ФРЕЗЕРНЫЕ CVD СПЛАВЫ MP1501, MP2501, ФРЕЗЫ DOUBLE TURBO, ТЕРМОУСТАНОВКИ EASYSHRINK EVO ОТ SECO
ФРЕЗЫ JC 898 И JC 899 ДЛЯ ОБРАБОТКИ КОМПОЗИТОВ, ТОКАРНЫЕ СПЛАВЫ DURATOMIC ® ДЛЯ ОБРАБОТКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ TM1501, TM2501 ИTM3501, ФРЕЗЕРНЫЕ CVD СПЛАВЫ MP1501, MP2501, ФРЕЗЫ DOUBLE TURBO, ТЕРМОУСТАНОВКИ EASYSHRINK EVO ОТ SECO
Компания Seco со штаб-квартирой в г. Фагерста, Швеция, является одним из крупнейших производителей инструментальных решений для металлообработки: инструмент для фрезерования, токарной обработки, обработки отверстий и вспомогательный инструмент. Сегодня Seco объединяет более 4100 сотрудников в своих представительствах в более чем 75 странах мира.
НОВЕЙШИЕ РЕШЕНИЯ ОТ КОМПАНИИ PAUL HORN GMBH

Высокотехнологичный инструмент решает множество задач современного производства: это в первую очередь качественная обработка деталей сложной формы и деталей нестандартного размера. Инструмент высокого качества – это залог не только успешного результата обработки детали, но и эффективного функционирования всего производственного процесса на предприятии: сокращение времени обработки, исключение брака и простоя оборудования, долговечность работы инструмента.
Компания Paul HORN GmbH — лидер в производстве высокоточного инструмента с твердосплавными пластинами для обработки наружных и внутренних канавок и отрезки, является крупнейшим поставщиком инструмента для обработки канавок среди европейских производителей.
Продукция компании востребована в автомобильной, авиакосмической, подшипниковой, нефтегазовой и других отраслях промышленности. Номенклатура выпускаемой продукции насчитывает свыше 17000 видов инструмента. Инструмент HORN, является визитной карточкой высочайшего качества станков ведущих мировых производителей, которые в свою очередь используются на производстве самого инструмента Paul HORN GmbH в Тюбингене, Германия.

Компания Paul HORN GmbH дополнила систему инструмента для торцевого фрезерования DTM пластинами для получения глянцевых поверхностей на изделиях из цветных металлов и пластмасс.
В 2018 году компания Paul HORN GmbH открыла представительство в России и ООО «ХОРН РУС» является ее дочерней компанией в России. Открытие офиса и склада в Москве обеспечило быстрый трансфер новейших технологий, ставший доступным российскому производителю в разных отраслях промышленности.
Компания Paul HORN GmbH постоянно совершенствует свои инструментальные решения, причем среди них не только инструмент, но и системы крепления, программное обеспечение и многое другое.
Специалисты российского представительства в свою очередь предоставляют квалифицированную техническую поддержку и оказывают услуги по подбору инструмента и комплексных решений заказчикам различных отраслей промышленности. ООО «ХОРН РУС» является организатором технических семинаров для инженерного состава российских производств, с географией присутствия от Калининграда до Владивостока и в странах СНГ.
За последний год компания транслировала на российский рынок большое количество инновационных разработок, способствующих оптимизации процесса обработки детали – среди последних можно выделить следующие инструментальные решения:
СИСТЕМА DTM ДЛЯ ПОЛУЧЕНИЯ ГЛЯНЦЕВЫХ ПОВЕРХНОСТЕЙ МЕТОДОМ ФРЕЗЕРОВАНИЯ
Твердосплавные пластины типа DTS с вставками из монокристаллического алмаза (MCD) позволяют получать практически идеальные поверхности с допусками прямолинейности в пределах 1 мкм. Систему со специально разработанными пластинами можно применять в случаях, когда качество поверхности должно соответствовать самым строгим требованиям, например, при обработке до зеркального блеска. В совокупности с пластинами для предварительной обработки данная система показывает высокоэффективный и экономичный результат. В зависимости от обрабатываемого материала, для предварительной обработки рекомендуется использовать пластины из поликристаллических алмазов PCD или CVD-D типов.
Как правило, весь инструмент для получения глянцевых поверхностей имеет только одну режущую кромку с вставкой из монокристаллического алмаза (MCD). В остальных посадочных гнездах корпуса фрезы устанавливаются пластины для черновой обработки или балансировочные пластины. Пластина с вставкой из монокристаллического алмаза (MCD) устанавливается с осевым выступом в 0,02 мм. Благодаря своей конструкции, режущие пластины для черновой обработки из поликристаллических алмазов (PCD и CVD-D) осуществляют предварительное фрезерование в радиальном направлении. Это означает, что пластину с вставкой из монокристаллического алмаза (MCD), практически невозможно перегрузить или повредить.

Посадочное гнездо под пластину фрезерной державки DTM можно регулировать в осевом направлении с помощью регулировочного винта. Каждый поворот на десять градусов перемещает гнездо под режущую пластину на 0,01 мм.
Таким образом, осевой выступ каждой из режущих кромок может регулироваться с точностью до нескольких микрон. Подача смазочно-охлаждающей жидкости через внутренний канал обеспечивает целенаправленное охлаждение контактной зоны и позволяет эффективно удалять стружку. Небольшая масса алюминиевой державки обеспечивает защиту шпинделя и снижает энергопотребление по сравнению со стальными державками.
Достижением технологической разработки компании Paul HORN GmbH является высокоточная балансировка корпуса державки для работы на скоростях резания до 5000 м/мин и обеспечения бесшумной работы инструмента.

Получения глянцевых поверхностей методом фрезерования может использоваться для решения широкого спектра различных задач. В частности, этот метод позволяет отказаться от полировки при изготовлении инструмента и форм для отливки, одновременно повышая качество обработки поверхности и её прямолинейность. Поэтому он используется в тех случаях, когда качество обработки поверхности формы для отливки оказывает непосредственное влияние на качество выпускаемого конечного продукта.
К таким продуктам относятся, например, изделия из прозрачных пластмасс или контактные поверхности пластин клапанов. Концевые сферические фрезы с вставками из монокристаллического алмаза используются для производства форм для выдувания изделий из ПЭТ или форм для производства шоколада.
Помимо инструмента для получения глянцевых поверхностей методом фрезерования, ассортимент продукции компании Paul HORN GmbH также включает решения для получения глянцевых поверхностей методом токарной обработки с использованием инструмента с вставками из монокристаллического алмаза (MCD).
ВЫСОКОЭФФЕКТИВНАЯ МЕХАНИЧЕСКАЯ ОБРАБОТКА ИЗДЕЛИЙ ИЗ ТИТАНА
Компания Paul HORN GmbH оптимизирует свою фрезерную систему DS для эффективной и экономичной механической обработки изделий из титана и титановых сплавов.
Такая оптимизация стала возможной благодаря недавно разработанному покрытию IG3I. Сочетание новой марки твердого сплава с новым покрытием позволило добиться значительного увеличения износостойкости инструмента. Кроме того, новое покрытие демонстрирует равномерный износ. Точная микрогеометрия режущих кромок, в сочетании с положительными передними и большими задними углами, а также полированные желобки предотвращают механическое упрочнение заготовки и образование наростов на режущей кромке инструмента при механической обработке изделий из титана. Переменные углы наклона спирали и различный шаг зубьев обеспечивают бесшумное фрезерование с низким уровнем вибраций. Новое покрытие отличается очень высокой адгезией, обеспечивающей превосходную прочность режущих кромок несмотря на их остроту. Благодаря своей высокой термостойкости покрытие служит теплозащитным экраном и снижает количество тепла, передаваемого твёрдому сплаву.
В перспективе покрытие IG3I заменит предыдущее поколение покрытий TSTK, которые хорошо известны на рынке благодаря своим высоким эксплуатационным характеристикам. Стандартные концевые фрезы изготавливаются диаметром от 2 мм до 20 мм и имеют четыре или пять зубьев. Полезная длина фрезы в два или три раза больше её диаметра. Фрезы DS для обработки титана были разработаны на основе положительно зарекомендовавших себя твердосплавных фрез системы DS, которые уже много лет используются для механической обработки мягких, закаленных и хромоникелевых сталей, суперсплавов, а также меди, алюминия, традиционных и армированных стекловолокном пластмасс.
НОВАЯ КОНЦЕПЦИЯ ИНСТРУМЕНТА LOGIQ ОТ ISCAR
Концепция LOGIQ – это серия стратегических шагов к новым стандартам. Слоган компании ISCAR LTD гласит «ISCAR – компания, где инновации не прекращаются».
В 2019 году Президент Группы компаний IMC Якоб Арпаз представил новую концепцию LOGIQ, в которую заложены логические улучшения в разработке инструмента. Концепция LOGIQ – это серия стратегических шагов к новым стандартам Индустрии 4.0. В линейку LOGIQ вошли следующие серии:

- LOGIQ3CHAM – первые в мире трехперые сверла со сменными головками, позволяющие повысить производительность сверления на 50%.
- LOGIQ4TURN – высокоэффективная токарная обработка.
- LOGIQ5GRIP – универсальные решения со сменными адаптерами с 5 посадочными гнездами для прорезки канавок и отрезки.
- LOGIQ8TANG – новые квадратные пластины для фрезерования уступов 90°.
- MULTI-F-GRIP – уникальная разработка, позволяющая увеличить скорость от- резки в 4 раза.
В кампании LOGIQ ISCAR также пред- ставил четыре новых серии фрез FF и модернизировал несколько существующих.
Особенность новых серий – существенное уменьшение размера фрез со сменными пластинами. Например, диапазон диаметров концевых фрез FFT3- 02 NAN3FEED составляет 8-10 мм – это «классические» размеры монолитной фрезы. Очень маленькая пластина устанавливается в посадочное гнездо при помощи магнитного ключа. Фреза имеет 2 или 3 зуба для диаметров 8 и 10 мм. Пластины с 3 режущими кромками гарантируют экономичное использование твердого сплава.
В рамках внедрения концепции LOGIQ были презентованы решения, направленные на снижение вибраций. В обработке канавок — это серия отрезных лезвий Wisperline и система Multi- F-Grip для отрезки и прорезки канавок диаметром до 120 мм на ширину от 2 до 5 мм. В токарной обработке — решения для глубокого растачивания с большим соотношением «глубина/диаметр», чтобы существенно уменьшить или даже полностью устранить вибрации при работе на большом вылете от 7xBD до 14xBD.
Компания ISCAR LTD была основана в 1952 году в Наарии (Израиль). С 1989 года компания начала осваивать российский рынок, а в 1998 году появилось первое представительство в Москве.
Сегодня ISCAR производит полный спектр резцов, фрез, осевого и резьбонарезного инструмента, как со сменными пластинами (СМП), так и монолитного типа, и инструментальную оснастку. Большую часть в объеме поставок ISCAR занимает токарный инструмент, это связано с тем, что основную долю металлообработки занимает обработка тел вращения. Клиентами компаниями являются представители аэрокосмической, автомобильной, железнодорожной промышленности, энергетики, в том числе и ветроэнергетики, станкостроения, производства штампов и пресс-форм, тяжелого машиностроения и медицины.
В городе Электросталь ISCAR открыл отдельное производство, на кото- ром осуществляется восстановление и переточка изношенного монолитного инструмента и наносится специальное износостойкое покрытие по уникальной технологии SUMO TEC. Здесь также можно в короткие сроки изготовить не- стандартный монолитный инструмент сложной конфигурации по чертежам заказчика.
СИСТЕМА ИНСТРУМЕНТОВ ДЛЯ ПРОФИЛЕЙ ВИХРЕВОЙ ОБРАБОТКИ ОТ Mapal
Профили резьбы шариковинтовых пар часто изготавливаются путем шлифования. Вихревая обработка про- исходит быстрее, для чего Mapal разработал специальную систему инструментов в виде кольца.
Инструмент оснащен профильными пластинами PcBN и пластиной PcBN, которая производит фаски. В зависимости от диаметра используется разное количество профильных вставок. Внутренние облицовочные вставки зажимаются сложной системой. Специальные воздушные форсунки обеспечивают оптимальное удаление стружки.

ФРЕЗА RF 100 Speed P ОТ Gühring СПЕЦИАЛЬНО АДАПТИРОВАНА ДЛЯ ОБРАБОТКИ ВЫСОКОПРОЧНОЙ СТАЛИ И ЧУГУНА
Угол спирали 48 градусов с неравномерным шагом режущей кромки обеспечивает мягкий, плавный срез и очень тихий ход. Это снижает нагрузку на машину и увеличивает объем выпускаемой продукции. Угол спирали 48 градусов с неравномерным шагом режущей кромки обеспечивает мягкий, плавный срез и очень тихий ход. Это снижает нагрузку на машину и увеличивает объем выпускаемой продукции.
Благодаря геометрии и износостойкости инструмента была достигнута рекордная скорость резки на пятиосевой машине Chiron FZ 16 Five Axis: 1000 кубических сантиметров стали (16MnCr5) были обработаны всего за 60 секунд, а с помощью RF 100 Speed компания Gühring предлагает червячные фрезы для экстремальной скорости съема металла.

ФРЕЗЫ ДЛЯ ФРЕЗЕРОВАНИЯ CUT&FORM ОТ EMUGE FRANKEN
Фрезы Emuges Cut&Form имеют специальную геометрию инструмента, которая позволяет получать полированные поверхности при обрезке деталей во время чистовой обработки.
За каждой режущей кромкой фрезы Cut&Form следует прижимная планка, которая сжимает материал без резки и с помощью этого сглаживания образует полированную поверхность с показателями шероховатости от N1 до N3. Это устраняет необходимость в дополнительном этапе работы, который часто связан с дорогостоящей механической или ручной переработкой. Инструменты Emuges Cut&Form позволяют производить окончательную обработку и полировку за одну операцию.

ФРЕЗА HARVI ULTRA 8X ОТ KENNAMETAL МОЖЕТ УДАЛЯТЬ 328 КУБИЧЕСКИХ САНТИМЕТРОВ ТИТАНОВОГО СПЛАВА (TI-6AL-4V) В МИНУТУ
Инструмент Harvi Ultra 8X компании Kennametal может удалять 328 кубических сантиметров титанового сплава (Ti- 6Al-4V) в минуту, при этом срок службы инструмента составляет 60 минут на каждую режущую кромку.
Это обусловлено уникальной конструкцией фрезы, которая отличается двусторонними пластинами с положительным углом наклона, геометрией спирали, покрытием AlTiN+TiN PVD, а также навинчивающимся фланцем с конусным креплением. Фреза Harvi Ultra 8X от kennametal позволяет проводить высокопроизводительную черновую обработку в суперсплавах.

ФРЕЗЫ С ДУГООБРАЗНОЙ РЕЖУЩЕЙ КРОМКОЙ PPC GARANT ОТ HoffmannGroup
Обработка фрезами с дугообразной режущей кромкой, также называемая параболическим высокопроизводительным резанием (англ. Parabolic Performance Cutting, PPC), — это дальнейшее развитие технологии обработки сферическими фрезами. Специальный инструмент делает этот процесс возможным.
Характерной особенностью фрез с дугообразной режущей кромкой PPC GARANT от Hoffmann Group является изогнутая главная режущая кромка и увеличенный за счет этого эффективный радиус. По сравнению с обработкой сферическими фрезами данный способ обработки позволяет уменьшить число рабочих проходов (максимум в девять раз) или улучшить качество обработки поверхности (максимум в 80 раз).
Использование фрез с дугообразной режущей кромкой приводит к сокращению времени чистовой обработки и повышению качества поверхности.
ЗАО «Хоффманн Профессиональный Инструмент» является российским подразделением немецкого холдинга Hoffmann Group — ведущего европейского комплексного поставщика высококачественного инструмента. Основой товарного предложения Hoffmann Group является металлорежущий инструмент и оснастка. Согласно рейтингу немецкого журнала Fertigung компания является третьей в Германии по объемам продаж режущего инструмента. Ассортимент продукции также включает в себя вспомогательный инструмент и оснастку, разнообразные средства измерения и контроля, шлифовальный и ручной инструмент, продукты для обеспечения индивидуальной защиты, производственную мебель. В стандартной программе поставок Hoffmann Group предлагает более 90 000 позиций высококачественного инструмента от ведущих мировых производителей, а также продукты собственных брендов — марки промышленного качества Holex и премиум-марки GARANT. Основные отрасли потребления продукции Hoffmann Group – общее машиностроение, энергетическое машиностроение, авиакосмическая промышленность и кораблестроение.
Основные новинки 2019-2020 гг. : центрирующие тиски GARANT Xtric с системой Click&Clamp с двойным зажимом, высокопроизводительный метчик GARANT Master Tap INOX в новых размерах и вариантах длины с увеличенным количеством типов нарезаемых резьб, универсальная система фрез для работы с высокими подачами GARANT Power Q Double с пятью вариантами корпусов, двумя типоразмерами СМП (09 и 14), новое сверло для глубокого сверления GARANT Master Steel DEEP, обеспечивающее повышение объемной производительности резания на 30%, одновременно увеличивая надежность процесса на 70%, первая фреза HPC из новой линейки продуктов GARANT Master INOX M для высокопроизводительной механической обработки высоколегирован- ной нержавеющей стали согласно ISO М, прибор для предварительной настройки вне станка GARANT VG Basic с высочайшей точностью настройки, прибор для измерения контуров GARANT CM1 с ЧПУ, с превосходным оснащением и длиной трассирования 190 мм.В линейке инструментов GARANT есть инструменты, произведенные с помощью аддитивных технологий. Это корпус сборного сверла GARANT Hiper Drill и особо тонкий гидрозажимной патрон GARANT.
В последние годы компания уделяет большое внимание созданию программ- ного обеспечения для своих пользователей, среди них пользующийся большой популярностью онлайн сервис по подбору инструмента – www.toolscout.com и приложение «Калькулятор режимов резания».
Кроме того, в 2020 году компания выпустила 2 новых приложения для мобильных устройств:
- Электронный каталог Hoffmann Group, позволяющий быстро и просто формировать и отправлять заказы как онлайн, так и оффлайн.
- Hoffmann AR Workshop Planner – приложение дополненной реальности для размещения производственной мебели, в котором можно в режиме реального времени визуализировать расстановку мебели прямо в цехе предприятия, с соблюдением пропорций и размеров, с возможностью выбрать цвет и сразу сделать заказ.
На протяжении 25 лет компания ANAJ Czech, a.s. является одной из ведущих Чешских фирм, занимающихся производством и восстановлением специальногоинструмента для металлообработки. Главным предметом деятельности компании является разработка и производство вращающегося и неподвижного металлорежущего инструмента из твердых сплавов (HM), металлокерамики и порошковых быстрорежущих(HSS, HSS Co5) сталей. А также поставка зажимных систем и специального инструмента со сменными режущими пластинами.
Специалисты компании, на основании чертежей детали проектируют и изготавливают инструмент, а также внедряют его в производственный процесс непосредственно у заказчика.
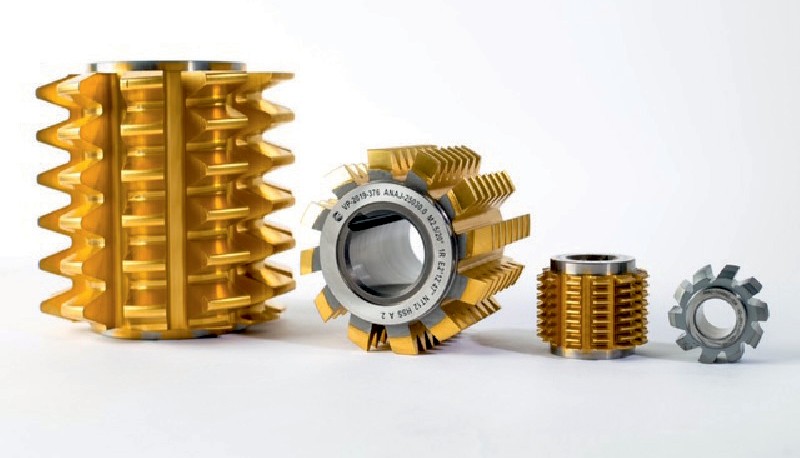
Самый продаваемым видом продукции является вращающийся осевой инструмент, зуборезный инструмент. В России и странах СНГ партнерами компании АНАЙ Росс — представительство компании ANAJ Czech, a.s., открытого в 2009 году являются такие предприятия как: ЗАО «Красный Октябрь-НЕВА», ПАО «Силовые Машины», АО «Обуховский завод», ПАО «ЗВЕЗДА», ЗАО «Невский завод», ОАО «МЗ «Арсенал», ООО «Точмех», ООО «ИЗ-КАРТЭКС имени П.Г. Коробкова», ЦКБ МТ «Рубин», ООО «КЗ «РОСТСЕЛЬМАШ, АО «Уральский турбинный завод», ОДК «Пермские моторы», ГК «ОРИМИ Трейд», ООО «НПП ОРИОН СПб», АО «БАРРЕНС» и многие другие. АНАЙ Росс начали осваивать аддитивные технологии, и в ближайшее время они станут частью производства. Отстраивается новый цех в Чехии и закуплены 3d принтеры. В нынешнем, кризисном 2020 году открыта производственная площадка АНАЙ Росс в г. Тольяти.
МГТУ «СТАНКИН»

Среди последних разработок, в которых МГТУ «СТАНКИН» принимал активное участие, можно упомянуть гамму цельных концевых фрез из режущей керамики, конструкции режущих инструментов для роботизированной механообработки. Ведутся работы по созданию конструкций так называемого «умного инструмента», оснащенного элементами самодиагностики и предназначенного для условий безлюдного производства.
Мировые производители режущих инструментов предлагают эффективные решения для повышения производительности и качества обработки деталей. Так, оптимизированное сверло CoroDrill® 860-GM Sandvik Coromant, было адаптировано для задач автомобильной промышленности, на одной из операций показало результат превышающий стойкость в 11,5 раз по сравнению с применяемым на тот момент сверлом другого производителя.
Подготовка специалистов-инструментальщиков в МГТУ «СТАНКИН» ведется на всех уровнях высшего образования, начиная со второго курса бакалавриата и продолжаясь в магистратуре и аспирантуре. Ежегодно в «СТАНКИН» поступает некоторое количество студентов по целевому направлению от различных предприятий, расположенных как в Москве, так и в других регионах.
Помимо общепрофессиональных дисциплин, студенты изучают такие предметы как «Режущий инструмент», «Инструментальные материалы», «Технология инструментального производства», «Проектирование инструментальной техники», «Информатика в инструментальном производстве» и множество прочих.
Производственную и преддипломную практику студенты и магистранты проходят на различных предприятиях. Наибольшее количество практикантов отправляется во ВНИИИНСТРУМЕНТ, Московский инструментальный завод, Государственный космический научно-производственный центр имени М. В. Хруничева Ракетно-космическую корпорацию «Энергия» имени С. П. Королева, МПО имени И. Румянцева, Красногорский завод имени С. А. Зверева, НПО «Лианозовский электромеханический завод» и ряд других.
ИНСТРУМЕНТАЛЬНЫЕ РЕШЕНИЯ, МЕНЯЮЩИЕ ПРИНЦИПЫ ОБРАБОТКИ И ПРОИЗВОДСТВА

Sandvik Coromant – подразделение международной промышленной группы Sandvik – на сегодняшний день является одним из ведущих глобальных производителей инструмента и разработчиков инновационных решений для металлообрабатывающей отрасли.
Компания входит в число крупнейших в мире поставщиков твердосплавных металлорежущих инструментов. Масштабные инвестиции в исследования и разработки, формирование новых стандартов и партнерские отношения обеспечивают создание новых технологий обработки и развития производства.
Среди решений Sandvik Coromant наибольшей популярностью на рынке пользуется группа токарных инструментов — например, стандартные сменные токарные пластины. Наши передовые техно- логии в области производства твердого сплава и покрытий на токарных операциях позволяют добиться значительного роста производительности и стойкости инструмента, что в дальнейшем положительно скажется на коэффициенте использования станочного оборудования на предприятиях наших заказчиков. Повышение эффективности от использования оборудования, в свою очередь, означает для предприятия возможность зарабатывать больше.
Обширный ассортимент решений компании собран в единую библиотеку инструментов – CoroPlus® Tool Library, которая, в свою очередь, интегрирована в систему MasterCam, 3D Systems и TopSolid. А также CGTech, разработчик ПО для симуляции и верификации процессов Vericut, полностью поддерживает импорт инструментальных сборок, создаваемых в библиотеке инструментов CoroPlus® ToolLibrary Это функциональная и производительная САМ- система для решения задач фрезер- ной и токарной обработки высокого уровня. CoroPlus® Tool Library содержит информацию обо всей продукции компании, номенклатура которой постоянно расширяется.
В этом году, например, Sandvik Coromant представил рынку ряд новых решений, как традиционных для металлорежущей отрасли, так и передовых — меняющих принципы обработки и производства. К ключевым инновациям, представленным компанией за несколько последних лет, можно отнести метод PrimeTurning и инструменты CoroTurn Prime, которые открывают возможность выполнять операции точения во всех направлениях и с большей производительностью.
В дополнение к существующему ас- сортименту семейства в этом году компания выпустила геометрию -L3 для пластин CoroTurn® Prime типа А, предназначенную для чистовой и получистовой обработки.
Для еще более быстрого и простого программирования траектории перемещения инструмента было разработано программное обеспечение PrimeTurning™ ToolPath. Оно призвано помочь заказчикам генерировать NC-коды или профили для различных операций точения с использованием метода PrimeTurning™ и также нарезания резьбы.
Новое ПО – это усовершенствованная версия генератора кодов PrimeTurning™, который является од- ним из компонентов предложения CoroPlus® ToolPath. Теперь, благодаря множеству новых функций, помимо продольного точения, ПО поддерживает профильную обработку и обработку торцов при точении наружных поверхностей. Новая система CoroPlus® ToolPath для PrimeTurning™ обеспечивает плавное внедрение и большую производительность, а также позволяет получить все преимущества метода PrimeTurning™ и инструментов CoroTurn® Prime.
Кроме того, Sandvik Coromant продолжает расширять ассортимент од- ной из самых универсальных фрез со сменными пластинами — CoroMill® 390, выпустив ее обновленную версию из титанового сплава. Новинка создана методами аддитивные технологии (3D-печать) и оптимально подходит для торцевого фрезерования с большим вылетом и фрезерования глубоких уступов, карманов и пазов.
Вместе с тем, в этом году в фокусе компании фрезерование жаропрочных сплавов на основе никеля – одного из самых проблемных материалов в машиностроении. Так, в марте этого года Sandvik Coromant представил рынку фрезы CoroMill Plura VFD.
Новые фрезы станут решением для заказчиков, предпочитающих использовать классические методы обработки или тех, кто не использует сложные CAM системы для программирования траектории по техникам динамического и трохоидального фрезерования.
Помимо этого, Sandvik Coromant выпустил новую цангу с механической блокировкой фрезы в патроне, а для обработки всех основных видов материалов — оптимизированное сверло CoroDrill 860-GM. В числе ключевых преимуществ последнего – передовая геометрия с двойной ленточкой, более прочной сердцевиной и усиленными углами, что в совокупности гарантирует повышение надёжности процесса обработки и качества отверстий. Чтобы добиться этого, в сверле CoroDrill 860 с геометрией -GM был использован новый сплав, а также инновационная конструкция стружечной канавки и многослойное PVD-покрытие режущей части.
Также компания расширила ассортимент продукции для CoroDrill DS20 – единственного в индустрии сверла со сменными пластинами, обеспечивающего глубину сверления до 7xD. Теперь CoroDrill DS20 покрывает весь диапазон диаметров сверления от 15 до 65 мм.
Компания постоянно работает над совершенствованием собственных решений, как инструментальных, так и цифровых, чтобы оставаться в числе лидеров отрасли на протяжении последних 80 лет. Компания Sandvik Coromant нацелена на повышение эффективности производства и сокращение издержек заказчиков. Последняя тенденция на рынке – развитие новых технологий, одним из направлений которых является цифровизация.
 ИСПОЛЬЗОВАНИЕ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗА ПОЗВОЛЯЮТ В НЕСКОЛЬКО РАЗ ПОВЫСИТЬ ИЗНОСОСТОЙКОСТЬ ФРЕЗ ДЛЯ ОБРАБОТКИ АЛЮМИНИЯ
ИСПОЛЬЗОВАНИЕ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗА ПОЗВОЛЯЮТ В НЕСКОЛЬКО РАЗ ПОВЫСИТЬ ИЗНОСОСТОЙКОСТЬ ФРЕЗ ДЛЯ ОБРАБОТКИ АЛЮМИНИЯ
Российская фирма Скиф-М постоянно расширяет номенклатуру современного сборного режущего инструмента, для аэрокосмической, кораблестроительной и других отраслях промышленности.
Предприятие «СКИФ-М» специализируется на выпуске фрез со сменными неперетачиваемыми пластинами из твердого сплава и сменных твердосплавных пластин для фрезерования. Оно было создано в 1993 г. На базе научной лаборатории и участка специальных конструкций Белгородского завода фрез, решавших с 1978 г. задачи по обработке изделий авиационно-космической техники.
Наши эксперты отметили основные проблемы отрасли металлорежущего инструмента и в их числе они выделили:
- отсутствие роста в сегментах промышленности, в которых применяется режущий инструмент; технологические возможности инструмента в части производительности превышают возможности основного применяемого оборудования; устаревший станочный парк
- неправильное отношение некоторых производственных предприятий к выбору поставщика (производителя) инструмента. При выборе поставщика инструмента необходимо понимать дальнейший ресурс инструмента: его стойкость, количество восстановлений, стоимость восстановления (стоимость заточки, покрытия), ведь все эти показатели могут значительно отличаться так же, как и цена нового инструмента. Только принимая во внимание все эти составляющие, рассчитывается коэффициент CPP. И далее, сравнив их от разных поставщиков, можно оценить и выбрать максимально выгодный вариант.
- постоянно растущие требования пользователей к точности, стойкости и желание снизить цену на инструмент. С другой стороны, решение таких проблем является основной движущей силой, которая стимулирует производителей создавать что-то абсолютно новое.
- поиск квалифицированных и талантливых кадров, способных генерировать идеи. Это обусловлено тем, что металлообработка сегодня – не самая популярная и привлекательная отрасль, особенно среди молодежи. Такая ситуация прослеживается и в России, и в других странах по всему миру.
Мы благодарим администрацию МГТУ «СТАНКИН» за качественное экспертное мнение, а также представителей производителей металлорежущего инструмента, откликнувшихся на наш запрос и предо- ставивших актуальный материал по со- временному производству



